NEWS
ニュースContents

偏心検出スタビライザーの開発の経緯(綴りごと)
開発を開始するに至った背景
私共DS Audioは2013年10月にブランドを立ち上げてからの約12年間の活動を通して、世界中の様々なお客様とご縁を持たせていただくことが出来るようになりました。DS Audioの製品をご使用いただいているお客様の中にはターンテーブルに数百万円以上かけている方も多く、中には数千万円以上するターンテーブルを使用しているお客様もいらっしゃいます。しかし、そこまでの金額をターンテーブルに投資するにも関わらず、システム全体のワウ・フラッター(回転ムラ)を大きく悪化させる要因である「偏心」の問題は、誰も気にしないし、メディアも議論の対象としていない。そこに大きな“違和感”を感じたことがES-001開発の最初のきっかけでした。
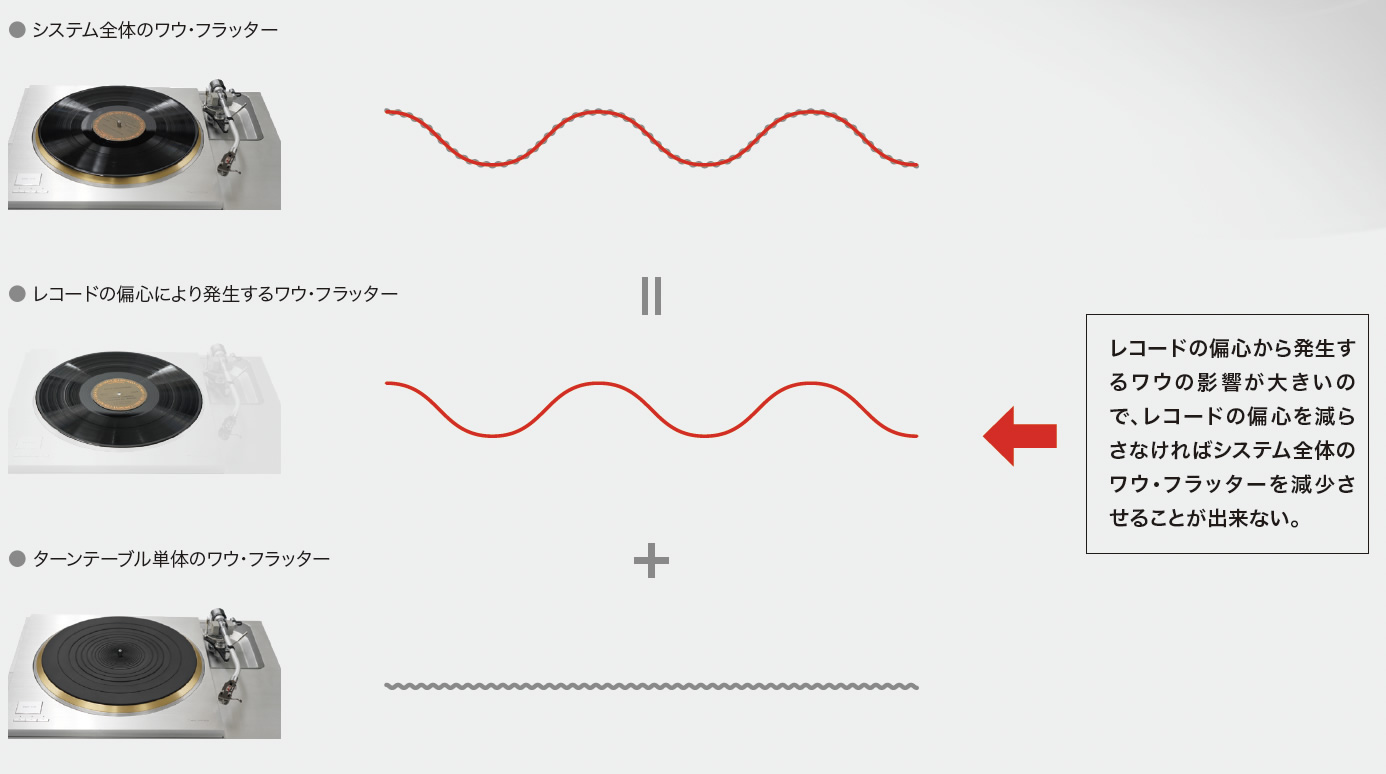
ここで、なぜレコードの偏心に着目したのか少し技術的な側面から説明させていただきます。レコードの規格では中心穴径が7.24+0.09mm, -0mm、ターンテーブルスピンドル径の規格は7.05~7.15mmとなっております。スピンドルが規格の最小値、レコード穴径が規格の最大値の場合、すき間が0.28mmとなり、そこから発生する偏心幅はその半分である0.14mmになります。そしてレコードは、音溝に対する中心穴の偏心量は0.2mm以下という規格になっております。これら全て最も悪い条件を想定すると、0.34mmの偏心幅となります。この状態では、仮にターンテーブル自体のワウ・フラッター(回転ムラ)が全く無かったとしても、レコードの最内周では約0.15%(WTD RMS)にも達するのです。ターンテーブル自体のワウ・フラッター値が良いもので0.008%程度であることを考えると、偏心によって発生するワウ・フラッター値は一桁以上大きく約20倍にもなります。
これがどういうことを意味するかというと、レコードの置き方による偏心から発生するワウはターンテーブル自体から発生しているワウ・フラッターよりも遥かに大きく、ターンテーブルシステムの全体のワウ・フラッター値はターンテーブル単体のワウ・フラッター値より20倍以上も悪化している場合がある。すなわちレコードの置き方による偏心を取り除かない限り、どんなに高価で回転精度の良いターンテーブルを購入したとしてもその効果を享受出来ないということです。
原音を忠実に再生する為にはまず、レコードの置き方による偏心を可能な限り減らす必要があると考え、この偏心検出スタビライザーの開発をスタートしました。
そもそもワウ・フラッターの値が高いとどのような問題が発生するのか?
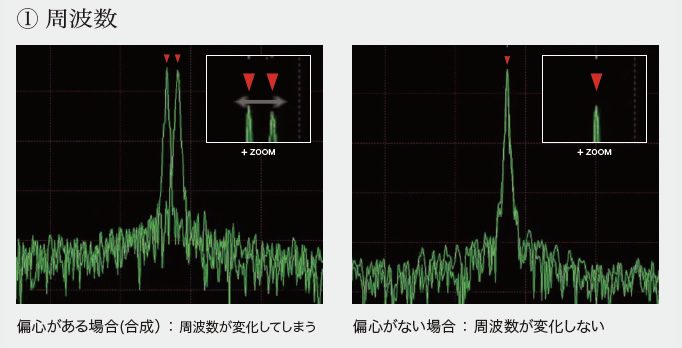
ワウ・フラッターの値が高い(回転ムラが大きい)と大きく分けて2つの問題が発生します。一つ目は回転が不安定であることによって正しい周波数で音が再生されないということです。仮に3kHzの音がレコードに刻まれていたとしてもワウ・フラッターが大きいと3kHzの音として再生されません。これは録音されたパッケージを忠実に再生する為の再生システムとしては非常に大きな問題となります。また、偏心しているレコードをアームがトレースした場合、カートリッジは左右に大きく揺さぶられ、動作中心から大きく離れた状態でトレースを行うことになり、左右チャンネル間の位相ずれが発生し、聴感上も音の濁りや音像の不安定さをもたらしてしまいます。
※偏心による音の差を聞いていると、この機械的な左右の揺れというのが非常に大きな影響を与えているものと考えるようになりました。なぜならカートリッジは数ミクロンの音響の溝を検出して音にしていますが、偏心があると左右に数百ミクロンも振られながら数ミクロンの音響溝の変化を検出することになります。偏心がなくなり、このカートリッジの左右のふらつきがなくなると、より安定してトレースすることが可能になり音に非常にポジティブな影響を与えているのでないかと感じております。(より細かなニュアンスまで表現できるようになる。音の抜けが良くなる、低域の明瞭感が増すetc)
このようにレコード偏心によるワウ・フラッター(回転ムラ)が大きいと、どんなに回転精度の良いターンテーブルやどんなに素晴らしいカートリッジを持っていても、その装置の持つ真価を発揮することが出来ません。忠実なレコード再生の為にはレコードの偏心は可能な限り取り除いた状態にして再生することが重要になります。

どのように偏心を検出しているのか?
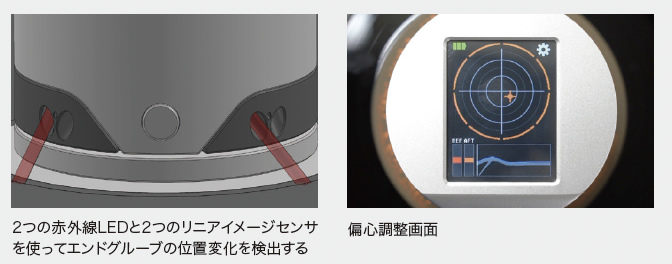
この偏心検出スタビライザーは赤外線LEDとPSD(位置検出素子)が90度交差した角度で2セット搭載されており、それぞれレコードの最内周のエンドグルーブの位置変化を検出しています。レコードの偏心がない時は絶対中心であるスピンドルセンターから見て最内周のエンドグルーブの位置が一定となるはずなので、2つのセンサー情報を元に現在の回転中心の絶対中心からの座標のズレを計算しています。算出された絶対中心と現在のレコード回転中心座標とのズレをスタビライザーの画面上に表示し、そのスタビライザーの画面情報を元にお客様ご自身でレコードの回転中心座標をレコードプレーヤーの絶対回転中心に近づけるようにレコード盤を押してもらうことで、レコードの回転中心とレコードプレーヤーの回転中心を一致させ、偏心を解消(減少)させます。

「開発の経緯」エンドグルーブを如何にして測定するか?
私達が偏心の問題を解決出来る製品を開発出来ないかと議論し始めたのは2019年秋頃のことです。まずレコードの偏心の状態を測定する為にはレコードの中でどこか真円となる部分を使用し、その回転の状態を測定しなければならないのですが、レコードの音楽溝は内側に進んで行きますし、レコードの形状は製造時のズレを考えるとあてに出来ません。レコードの中で唯一真円といえるのがエンドグルーブであり、このエンドグルーブをどのように測定するのか?というのが最初の課題でした。
この製品は過去にナカミチが製品化した偏心検出ターンテーブルのようにターンテーブル一体型方式ではなく、汎用性のある形をイメージしていた為、なんらかの方法で外部からエンドグルーブの回転の状況を検出する必要がありました。スタビライザー型も最初に思い付きましたが、その時点ではスタビライザー型だとレコードと共に回転してしまう為、同じエンドグルーブの位置を継続的に検出することになってしまうこの方式だと偏心の検出は出来ないものと考えていました。
そこで外部に矢倉のようなものを立てて、そこからエンドグルーブに向けてLEDを照射し反射光を見ることで、エンドグルーブの回転の様子を測定しようと考えました。しかしターンテーブルの形状は製品によって大きく異なり、どの位置にこの製品を設置出来るのかという条件が定まらない為、現実的な方式ではないとの結論に至りました。私自身、汎用性のある方法で偏心を検出するのは無理なのではないかと半ばあきらめかけていました。
しかしある日、開発を担当していたエンジニアから「ベアリングを使えばスタビライザー型でも検出ができるんじゃない?」と急に話しかけられ、実際に試作を制作してみたところ、片手でスタビライザーを押さえる必要はありますが、ベアリングを使うことでスタビライザー型でも検出部を固定して検出することができることがわかりました。まさにここが偏心検出スタビライザーの発明のポイントでした。(この部分を基幹特許として取得しております)
この時は「これなら偏心検出スタビライザーを半年くらいで製品化できる!」と心躍らせていましたが、その考えが甘いことをすぐに知ることになりました。
「想定外の事態」規格外レコード多数
このようにエンジニアの思いつきからスタビライザー型で開発を進めることになり、偏心検出スタビライザーの製品化が見えて来たと思いましたが、それは大きな間違いでした。エンドグルーブの位置(最内周溝の直径)は規格で定められているのですが、実際に手元にあるレコードを100枚程度測定してみると、規格内の位置にエンドグルーブがないレコードが多数見つかりました。それ以外にもレーベルのシールが大きくはみ出して貼られていたり、エンドグルーブの内側に製作者がサインを書いていたり、音響溝がエンドグルーブのギリギリ手前まで刻まれていたりする、音楽がエンドグルーブエリアを超えて刻まれている、黒いレコードなのに反射率が低いレコードがあったり反射率が一定ではないetc 。そもそもエンドグルーブというものを何かの検出に使用することは想定していないため、一応工業規格はあるが実際誰も気にしていないといった状況であることがわかりました。
これらを総合するととにかく規格内にあるエンドグルーブを適切に検出出来れば良いといった設計では、100枚あるレコードのうち半分程度しか適切に検出出来ないことがわかりました。
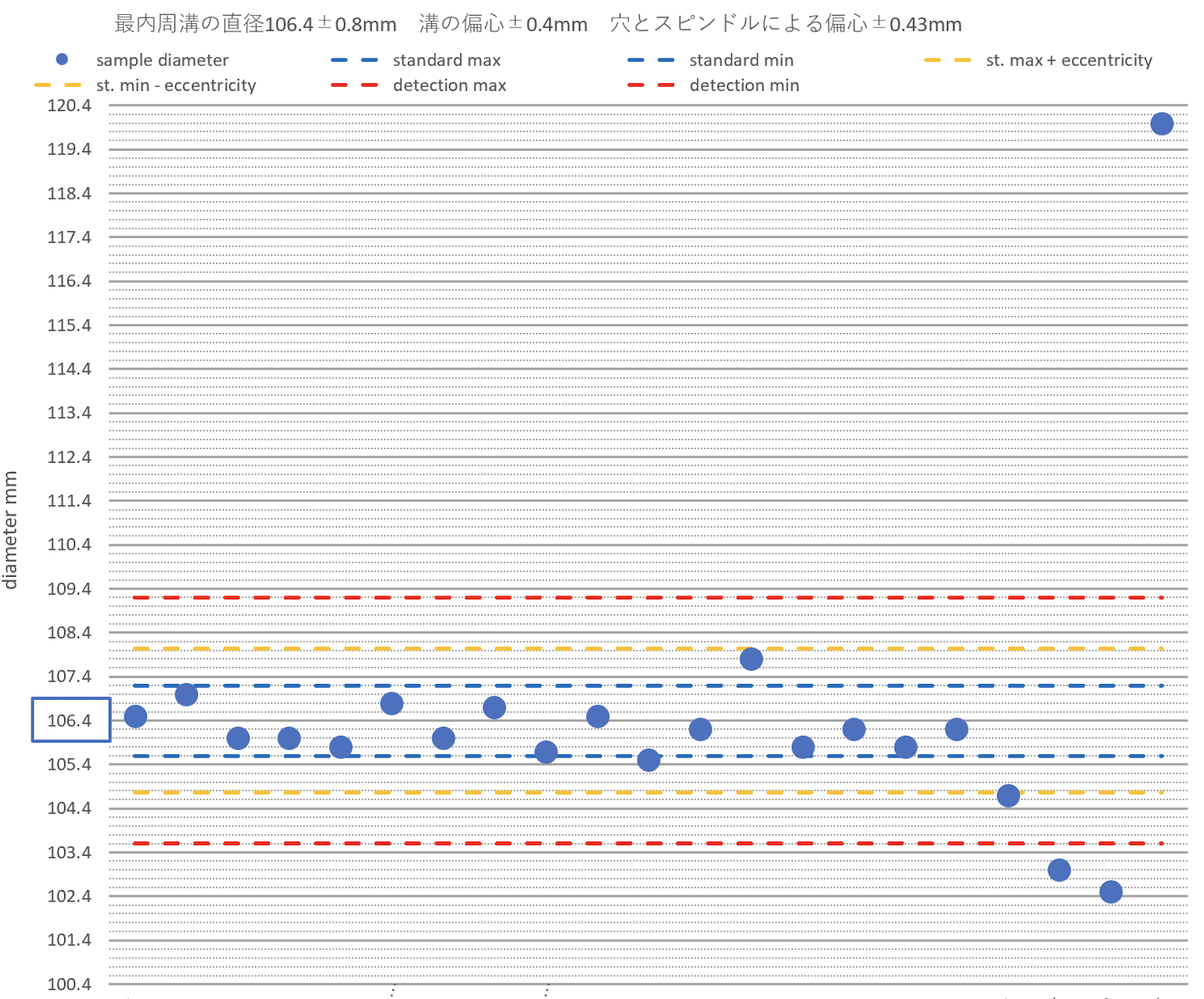
エンドグルーブの位置を実測した測定例
「規格に収まっていないレコードは検出出来ません」と注意書きを付けて製品化することも可能でしたが、お客様にとっては半分のレコードしか検出出来ない製品は全く製品価値がありません。そこで、これらのイレギュラーなレコードを如何にして誤りなく検出するのか?という大きな問題と立ち向かうことになりました。
レコード溝の検出は赤外線LEDをエンドグルーブに照射し、その反射光をセンサーで検出し、そのセンサーから吐き出される明るさの値を元にエンドグルーブの溝の位置をマイコンにて計算します。添付の図を見ていただければわかるように、センサー内に一つの溝だけあれば非常に簡単に溝の位置を測定することが出来るのですが、レーベルが測定範囲内に入ってきたり、複数の溝がある場合には、それらの溝とエンドグルーブの溝が違うことをソフトウェア上で識別する必要があります。
人間の目で見ると簡単に思えますが、それをソフトウェアに計算で求めさせようとすると非常に難しい問題となります。測定方法を簡単にいうと、溝の部分に光が当たると光の反射光が増えるのでセンサーに入る光量が増えます、この明るさが増えた部分をレコードの溝と判定するといった測定なのですが、イレギュラーな溝の形状は無限とも思われるほどある為、適切に溝をソフトウェアが溝であると認識するための計算式を策定するのにとても長い時間がかかりました。何度か壁にぶち当たりソフトウェアの開発は無理なのではないかという話になりましたが、「人間の目で見たらすぐわかるんだからソフトウェアでも測定できるようになるはず!」と励まし合いながら開発を進めていきました。
測定アルゴリズムについては最大のノウハウである為、詳細の記述は避けますが、測定アルゴリズムを考えては実測を行い、誤測定の出た溝について計算式の再検討→再度全てのレコードの実測という繰り返しの作業を延々と約2年行ってきました。浄水を何度も濾すが如く計算式のブラッシュアップを続けて行った結果、最初は半分程度しか検出出来なかったレコードも最終的には95%〜98%程度(DS Audio調べ)測定出来るようになったことで、遂に製品化に進むことが出来ました。※今でも検出出来ないのがカラーレコードです。カラーレコードは光を透過してしまったり、反射率が高すぎてセンサーが飽和してしまうため検出が出来ません。

実際のエンドグルーブの測定例。実際のエンドグルーブの状況は多岐に渡る
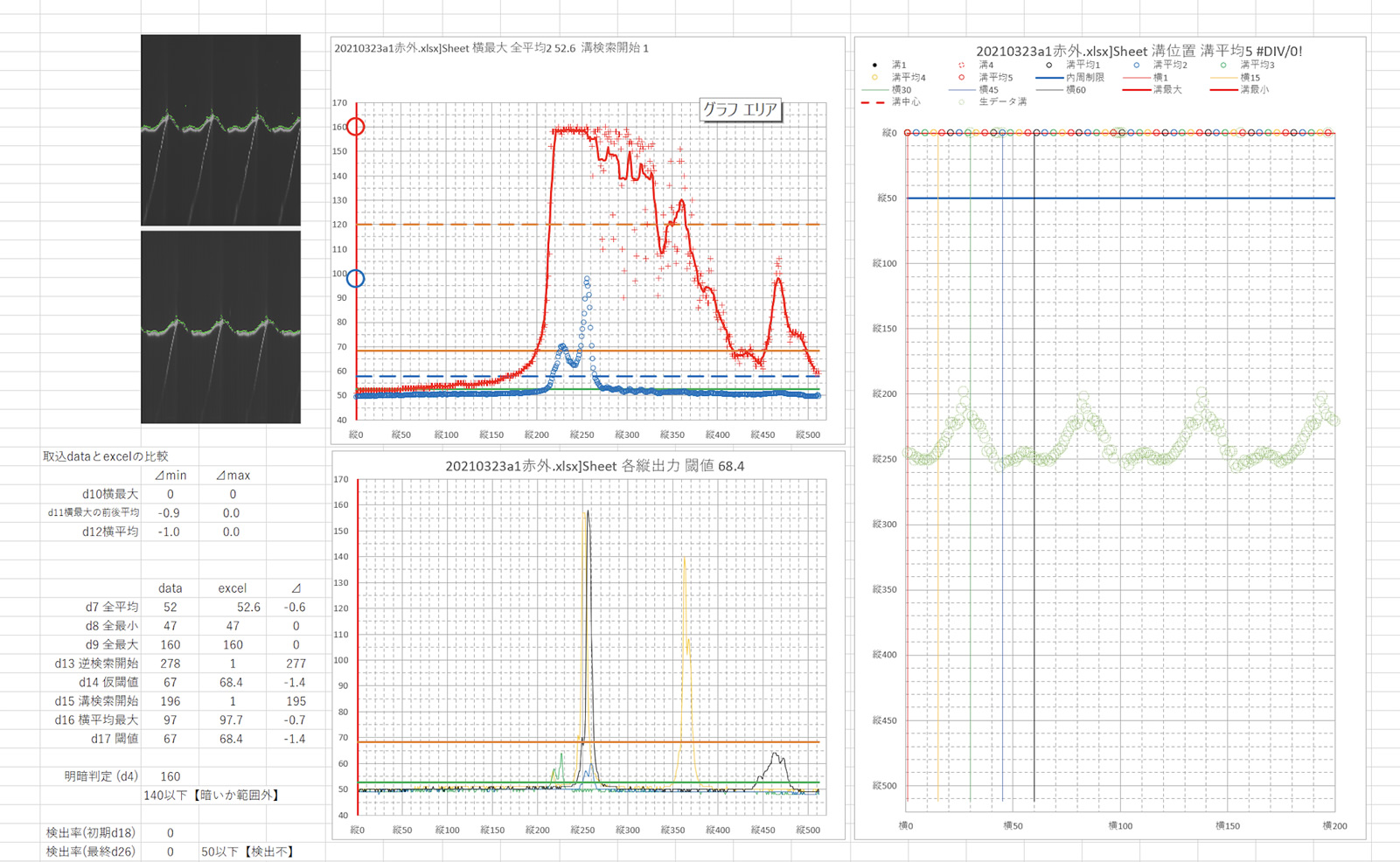
仮想ソフトウェアをエクセル上で作成し、センサから得られたデータを適切にエンドグルーブの形状が認識されているかを計算する。ここで適切にエンドグルーブの形状認識出来ていなかった場合測定アルゴリズムを再考し、同様の作業を続ける。
開発途中のソフトウェアの例。エクセル上で作成した仮想ソフトウェアを
実際のソフトウェアに移管し動作確認をしている。
全てはアナログの未来の為に
この偏心スタビライザーの開発には2年半の時間を要しました。チーフエンジニアである笠井はこの開発に従事することになり、外注先のソフトウェアエンジニアもほぼ専属でこの製品の開発に従事することになりました。私達のような小さな企業にとってはこの投資は決して小さいものではありません。果たしてこの偏心検出スタビライザーを製品化して何台売れるのか、最低限必要な部材を見積もってもそこまで安い金額で製品化出来ない事は確定的であり、あまり多くの販売数も望めません。軽く算盤を弾いても開発開始から1年が経過した頃には、この製品の開発を継続しても利益が出るどころか赤字になるであろうことは容易に想定出来ました。
なぜ赤字となることが確定的な段階でこのプロジェクトを終わらせなかったかというと、この偏心の問題はアナログ再生に残った大きな問題の一つであり、この問題を解決することはアナログの未来を創造することに繋がるものと信じていたからです。
DS Audioのブランドのコンセプトは“Creating the future of analog music”(アナログの未来を創造する)です。このブランドコンセプトは何よりも重要であり売上や利益などの数字と比較してはならず、会社として最も優先されるべきものであると考えております。
そして、この偏心検出スタビライザーを製品化することができれば、それはまさに”アナログの未来を創造する”ことに繋がる製品であり、この製品があればアナログの文化、歴史に少しでも貢献できるのではないかと考えたから利益度外視で開発を継続していきました。
その結果想定よりも長い年月がかかってしまいましたが、レコード再生に大きな影響を与える偏心の問題を解決できるスタビライザーを2022年についに製品化することが出来ました。実際に偏心検出スタビライザーを使用頂いているお客様からは「偏心がこんなに影響があるとは知らなかった」「もうこの偏心検出スタビライザーなしではレコード再生できない」といった声を多く頂いております。
ES-001を発売してから既に数年が経ちますが、より多くのお客様に偏心のないレコード再生を楽しんでいただきたいと思いより購入いただきやすい廉価版のES-002 Reference/Coreの発売を開始いたしました。
DS Audioの渾身の製品であるこのES-002を使って是非偏心のないレコード再生をお楽しみ頂ければ幸いです。
DS Audio
青柳哲秋